TAG RODをつくろう!!
壊しているのか?直しているのか?よく判らない趣味の車いじり…
0418
アルミの溶接ワイヤー、消費が早いのは腕のせいかそういうものなのか?解らん
ブラストのタンク加工
アルミタンクを一から作るのではなく~
あるものに底を抜いて張り直す加工
まあ溶接的には一から作っても同じ程度の溶接を要すると思いますが・・・

アルミの溶接ワイヤー
0.8㎜0.45kg
タンク1個作るのに現在1個と2/3は使っています><
最初の1個は半端だったから明確には判りませんが~
これ3個目・・・なので(-_-;)
タンク1個作るのに丸々2個は使う感じだ><
軟鉄溶接では0.9kgのワイヤー1個で大分使えるんだけどなぁ
アルミは半分の重さだけど多分、長さは同じだと思います。
当然アルミの方が軽いからね
アルミ溶接はワイヤーの送り出し速度が速い
私がいつも軟鉄でやっているのは送り出し速度4です。
アルミ溶接では9にしています。
倍の速度だから倍の速さで無くなるのは当然として
溶接出来る範囲は同じはず
でもタンク1個も出来上がっていない(-_-;)
てんこ盛り溶接なのは自分でも分かっているのだけど?
それにしても使い過ぎじゃないか・・・
こんなものなのか?
それとも無駄が多いのか?
自分では分かりません><
あ、間違いなく腕が悪いからだな?
と思うのは~
チップですね・・・
アルミタンク1個出来上がっていないのにチップは1箱分(5個)
詰まらせちゃって(^_^;)
こんなに詰まるものかなぁ
これは流石に腕が悪いのだろう
でもまぁ
アルミ溶接は鉄に比べて
お金掛かりますね(-_-;)
ワイヤーも高いし
消耗品もすぐダメになるし
なによりアルゴンガス使わないとだし~
アルミタンクが高いのもうなずける・・・
アルミ溶接に慣れて・・・
今後、この自分の書いた記事に
「ダセェ」
と思う日は来るのだろうか
それとも上手くならないまま時は過ぎていくのだろうか
最初の頃より
多少上手くなっている気がする。
道具がこのままなら限界もあるかな?と言う気もするし
腕が無いから道具のせいにしたがるのだ!と言う気もする
スチール溶接だってさぁ
最初は穴だらけにしてたし・・・
ダマにしちゃう時も多かったし・・・
今はね
そこそこ出来ていると思う
だが綺麗なビードを!とするにはアークでもそこそこ出来るけど
やっぱりTIGじゃないと限界ある
と思うんだよね
アルミはまだまだなので・・・
ウンチク垂れるにはまだまだですけど
mattweb.jp
Fクランプも!

↑ここをクリック!!
ハンドツールもMATTWEB^^
代引・振込・カード決済OK
アルミタンクを一から作るのではなく~
あるものに底を抜いて張り直す加工
まあ溶接的には一から作っても同じ程度の溶接を要すると思いますが・・・

アルミの溶接ワイヤー
0.8㎜0.45kg
タンク1個作るのに現在1個と2/3は使っています><
最初の1個は半端だったから明確には判りませんが~
これ3個目・・・なので(-_-;)
タンク1個作るのに丸々2個は使う感じだ><
軟鉄溶接では0.9kgのワイヤー1個で大分使えるんだけどなぁ
アルミは半分の重さだけど多分、長さは同じだと思います。
当然アルミの方が軽いからね
アルミ溶接はワイヤーの送り出し速度が速い
私がいつも軟鉄でやっているのは送り出し速度4です。
アルミ溶接では9にしています。
倍の速度だから倍の速さで無くなるのは当然として
溶接出来る範囲は同じはず
でもタンク1個も出来上がっていない(-_-;)
てんこ盛り溶接なのは自分でも分かっているのだけど?
それにしても使い過ぎじゃないか・・・
こんなものなのか?
それとも無駄が多いのか?
自分では分かりません><
あ、間違いなく腕が悪いからだな?
と思うのは~
チップですね・・・
アルミタンク1個出来上がっていないのにチップは1箱分(5個)
詰まらせちゃって(^_^;)
こんなに詰まるものかなぁ
これは流石に腕が悪いのだろう
でもまぁ
アルミ溶接は鉄に比べて
お金掛かりますね(-_-;)
ワイヤーも高いし
消耗品もすぐダメになるし
なによりアルゴンガス使わないとだし~
アルミタンクが高いのもうなずける・・・
アルミ溶接に慣れて・・・
今後、この自分の書いた記事に
「ダセェ」
と思う日は来るのだろうか
それとも上手くならないまま時は過ぎていくのだろうか
最初の頃より
多少上手くなっている気がする。
道具がこのままなら限界もあるかな?と言う気もするし
腕が無いから道具のせいにしたがるのだ!と言う気もする
スチール溶接だってさぁ
最初は穴だらけにしてたし・・・
ダマにしちゃう時も多かったし・・・
今はね
そこそこ出来ていると思う
だが綺麗なビードを!とするにはアークでもそこそこ出来るけど
やっぱりTIGじゃないと限界ある
と思うんだよね
アルミはまだまだなので・・・
ウンチク垂れるにはまだまだですけど
mattweb.jp
Fクランプも!
↑ここをクリック!!
ハンドツールもMATTWEB^^
代引・振込・カード決済OK
Posted on 2021/04/18 Sun. 08:06 [edit]
0413
アルミタンク溶接の再開~ あ・・・
さぁ
アルミ溶接再開!
なんかドキドキするけど?
あれだけ散々やったのに・・・
なんでだろう

借りてきたボンベに接続しないとなのですが~
ボンベが大きいのでちょい距離があります。
ホースを長いのにしないと
エアーホース余ってたんで・・・これでいいだろう

ボンベと繋ぐ

こんな感じ

レンチを一緒に借りてくるの忘れたんで~
適当なやつで
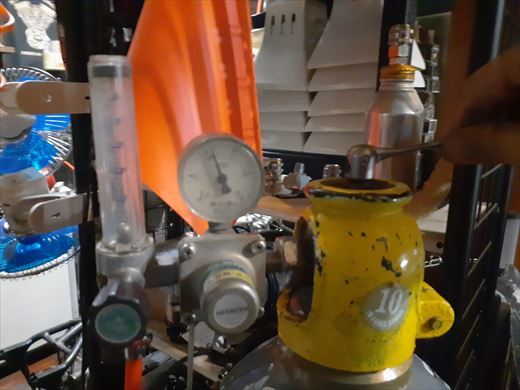
お、ガスちゃんと入ってた^^

流量10Ⅼに合わせて

さぁ!

うわ~
やっぱり下手くそに戻ってる><
確かに上手くなってた訳ではありませんが~
初期の状態に戻ってるね・・・
酸化膜取って
予熱して
ってやったんだけどなぁ
そういえばコメントで
アルミワイヤーが酸化してるんじゃない?って教わったな・・・
大分間空いちゃってたしまたそれかもね(^_^;)
なんでも経験です!
知識は増えているし・・・
成長はしているかと^^
って・・・
ここから一気に仕上げるぞ~
と思ったのに

ワイヤー終了><
なんだよ
やる気スイッチONなんだぞ?
くそ~
mattweb.jp
フィンガーサンダーはスーパーマスターエアーツール!

↑ここをクリック!!
スーパーマスターのエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
アルミ溶接再開!
なんかドキドキするけど?
あれだけ散々やったのに・・・
なんでだろう

借りてきたボンベに接続しないとなのですが~
ボンベが大きいのでちょい距離があります。
ホースを長いのにしないと
エアーホース余ってたんで・・・これでいいだろう

ボンベと繋ぐ

こんな感じ

レンチを一緒に借りてくるの忘れたんで~
適当なやつで

お、ガスちゃんと入ってた^^

流量10Ⅼに合わせて

さぁ!

うわ~
やっぱり下手くそに戻ってる><
確かに上手くなってた訳ではありませんが~
初期の状態に戻ってるね・・・
酸化膜取って
予熱して
ってやったんだけどなぁ
そういえばコメントで
アルミワイヤーが酸化してるんじゃない?って教わったな・・・
大分間空いちゃってたしまたそれかもね(^_^;)
なんでも経験です!
知識は増えているし・・・
成長はしているかと^^
って・・・
ここから一気に仕上げるぞ~
と思ったのに

ワイヤー終了><
なんだよ
やる気スイッチONなんだぞ?
くそ~
mattweb.jp
フィンガーサンダーはスーパーマスターエアーツール!
↑ここをクリック!!
スーパーマスターのエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
Posted on 2021/04/13 Tue. 08:38 [edit]
0209
アルミ溶接再挑戦だ! 頑張れ、俺・・・
ブログカテゴリーまで増やしちゃったからね^^
タンクが出来上がらないと困るんですよ・・・
って事で
一度は頓挫しかけたアルミタンク加工
アルミ溶接をマスターするぞ!

タンク底部分をゼロからやり直している
ブラストのタンク加工
2枚を継ぎ接ぎですが(^_^;)

溶接ワイヤーも半端で残ってましたが
新しく変えて~
と思ったらいきなりロス><
アルミ弱いからなぁ
すぐにこうなるんだよ

初っ端からこんなに捨てる羽目に(-_-;)
ワイヤーブラシも細いの買って来て・・・
予熱もちゃんと行います^^
予熱前に仮止めしたらやっぱり玉になるんだなぁ
結構しつこく溶接しちゃったが・・・
てんこ盛りにはならなかったぞ!?
良い感じだ^^
今度は上手く行くのでは?

キッチリ繋ぐのが怖かったので
少し重ねたアルミ板
叩いて重なり面を密着させて

そうるすとやっぱり汚いけど・・・
溶接自体はボチボチ
トンネル部分を切らないとねぇ

メタルシャーで行けるところまで切ったら
溶接で厚くなったところはサンダーで切ります。

合わせ面が適当だと失敗するんだが・・・
結局、適当(^_^;)

車体に合わせてみる

お、でも最初よりはキッチリだぞ?
今の所調子いい^^
このままタンク底が出来れば勢いが付くぞ~
いいぞ俺
頑張れ俺~
なんかいつの間にアルミ溶接
容易になっている気がするなぁ^^
油断するな!俺
mattweb.jp
自由に角度の変えられるm7ベルトサンダー10mm

↑商品ページへGO!!
m7のエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
タンクが出来上がらないと困るんですよ・・・
って事で
一度は頓挫しかけたアルミタンク加工
アルミ溶接をマスターするぞ!

タンク底部分をゼロからやり直している
ブラストのタンク加工

2枚を継ぎ接ぎですが(^_^;)

溶接ワイヤーも半端で残ってましたが
新しく変えて~
と思ったらいきなりロス><
アルミ弱いからなぁ
すぐにこうなるんだよ

初っ端からこんなに捨てる羽目に(-_-;)

ワイヤーブラシも細いの買って来て・・・
予熱もちゃんと行います^^
予熱前に仮止めしたらやっぱり玉になるんだなぁ

結構しつこく溶接しちゃったが・・・
てんこ盛りにはならなかったぞ!?
良い感じだ^^
今度は上手く行くのでは?

キッチリ繋ぐのが怖かったので
少し重ねたアルミ板
叩いて重なり面を密着させて

そうるすとやっぱり汚いけど・・・
溶接自体はボチボチ

トンネル部分を切らないとねぇ

メタルシャーで行けるところまで切ったら
溶接で厚くなったところはサンダーで切ります。

合わせ面が適当だと失敗するんだが・・・
結局、適当(^_^;)

車体に合わせてみる

お、でも最初よりはキッチリだぞ?
今の所調子いい^^
このままタンク底が出来れば勢いが付くぞ~
いいぞ俺
頑張れ俺~
なんかいつの間にアルミ溶接
容易になっている気がするなぁ^^
油断するな!俺
mattweb.jp
自由に角度の変えられるm7ベルトサンダー10mm
↑商品ページへGO!!
m7のエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
Posted on 2021/02/09 Tue. 08:45 [edit]
0128
半自動のアルミ溶接について考察してみる!
なんだか上手く行かないアルミ溶接・・・
少しやってみた結果
思う事がある
少しやってみた結果で語るのもなんだけどねぇ(^_^;)
語らせてください!
合ってるか合っていないかは!
あなた次第です^^

使っているのはアーキュリー120
半自動の溶接機だけど・・・
スチールの溶接ではアーキュリー80使ってて・・・
以前はアーキュリー100でしたが
最近思うのが~
やはり溶接棒使って行うタイプの方でやりたいなぁ
ってこと

*画像拝借
こういうタングステン電極でやる奴^^
溶接棒送り込んで溶接するんだけど・・・
鉄とかステンなら母体自体を溶かし込んで溶接する事も出来るでしょ?
スパッタも出ない?し・・・綺麗に行くよなぁ
*あくまでも素人意見なので間違ってても悪しからず

*画像拝借
こういう奴ですよ!
一応100VTIGの機器は持っているんだけど~
スチールの溶接はまだ半自動のアーク溶接で事足りているんだよね
今の所、チャンバー作ったりしていないしさぁ
でね
本題のアルミ溶接
難しいのだとは思う
ぶっつけ本番でいきなりやったらこうなった(^_^;)
まあ鉄でも最初はこうだったよな
慣れないとまあ
薄い鉄板では穴が開くし
塞ごうと思っても広がっていくばかりだった
でも一応、溶接は頻繁にやっているし~
多少の自信は付いている訳だ!
アルミでは勝手が違うってのも分かっている
そんでね
本番失敗し
やっぱ練習か~
とやってみた廃材の溶接では?

そこまで酷くないわけ^^
決して奇麗ではないが・・・
なんで?
と思うんだが
それには2つ思う事がある
【考察その1】
「下処理をちゃんとやらねばアルミ溶接は綺麗に行かない」
だ^^
動画やブログでお勉強してからやったんだが・・・
その下処理を舐めてたんだよね
アルミは錆びない代わりに(厳密に言えば錆びる)酸化膜がすぐに出来てしまう。
その酸化膜が錆を進行させない理由なのだが・・・
そのせいで溶接が困難だ
サンドペーパーやワイヤーブラシでゴシゴシと酸化膜を取る。
要するに不純物が邪魔をするのだから
油とかホコリとか?
パーツクリーナーとかシンナーで脱脂してから行う
それはお勉強してからやりましたが・・・
不十分だったという訳だ
上の2つの溶接結果
後者で上手く行ったのはまさにそれだ
廃材と言えども奇麗なアルミ板
一報、本番のアルミタンクは中古で使用してたものだし
平らでは無い。
多少、ペーパー掛けしたり脱脂しても凸凹にまで届いてなかったという事か?
まあそれはそれで・・・
それが分かったなら!
次は上手く行くんだろう?
と思うのだが
まさに今回、前回の試し的な物ではなく
ちゃんと溶接作業としてやってみた結果
【考察その2】
「鉄のアーク溶接とは根本が違う??」
それとも結局使い方かな(^_^;)?
鉄とアルミだから根本が違うだろ!
って言う事では無く(結果そういう事なんだけどね)
アークが四方に飛ぶんだよね(~_~;)
これは最初の頃、鉄でも経験した気がするんだが
ってか今でも鋭角の内側個所は厳しいんだけど
アルミは顕著に?
と思うんだよなぁ
離し過ぎるのか?
でも近くても問題が起きるし・・・
上の失敗と成功の画像も
平面と角面だ
溶接棒でやる場合には調整出来そうなんだが
自動送りだと勝手に右往左往するから・・・
交流の溶接だから?
ガスのせいか?
分かりませんが、アルミ溶接のアークは
溶接ヵ所が良く見えるんですよね^^
鉄だと火花凄くて溶接点はトーチを進めながら見えてくるけど~
アルミはまさに今付いた!ってのが見える
そこで見えるのは

溶けたワイヤーが滴っているんだよね><
アルミは溶けるの早いからか
ワイヤーがトーチから見える間もなく消えていくんだが
全く見えない時もあるけど
上手く行っている時はこう見えるんですよ(^_^;)
「パルス」ってのはこういう事か?
パルスだからこうなるのか?
もしかして設定が間違えているのか?
ワイヤー送り出し速度はMAXで良いとして
スパークする強弱は「強」ではだめなのかな?
なんかの記事で見たけど
メーカー取説通りではだめだ!と書いてある記事もあったし・・・
ううむ

とどのつまりこうじゃ無いと溶接出来ないのかなぁ
なんて思っている最中なんだよね(^_^;)
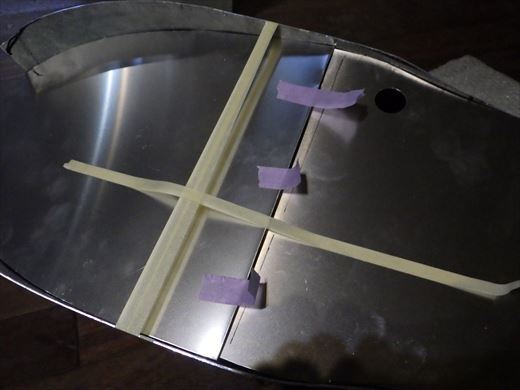
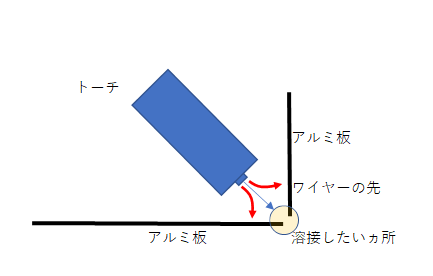
横面が溶接出来ない

溶けたワイヤーが流れ落ちた跡
付かずに垂れている・・・

私が思うのはこうだ
*ビードの進みが逆になってしまってますね(゚Д゚;)スミマセン
①のイメージで溶接したいんだが
鉄とかはまさにこう言う感じでスパークしていますね?
ワイヤーが触った所がスパークする
でもアルミ溶接やってみて
ポタポタ垂れてくるアルミが溶接したい部分に収まる感じ・・・
②みたいになっているんだよね
中で溶けたのを後から来たワイヤーが押し出す感じに見えるんだ
良く詰まるし・・・
そもそもそうなってしまうのはダメなのだろう
とどのつまり何が正解なのか・・・
1度や2度やってみた程度で、設定も変えてみずにやった結果で~
語ってしまうとこうなるよ!><
と、後日見て思うんだろうなぁ
鉄溶接でもそう思ったもんな^^
だからこそ!今書くのだ~
初心忘れるべからず(そういう意味じゃない)
慣れてくると何に苦労したかすら忘れてしまう訳だ
だからあえてこの段階で考察してみる訳です^^
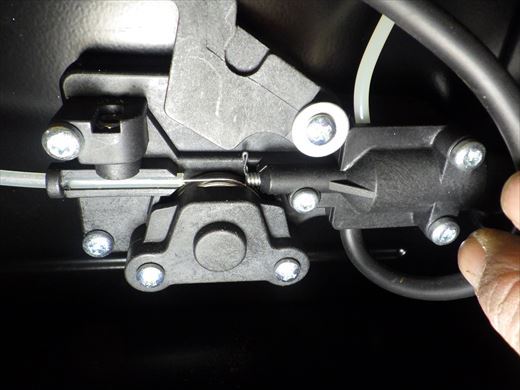
あとは半自動の欠点?
ワイヤーが良く詰まるんですよね

トーチ先で溶けちゃって詰まった場合でも
ワイヤーの送り出しは元でやっているので~
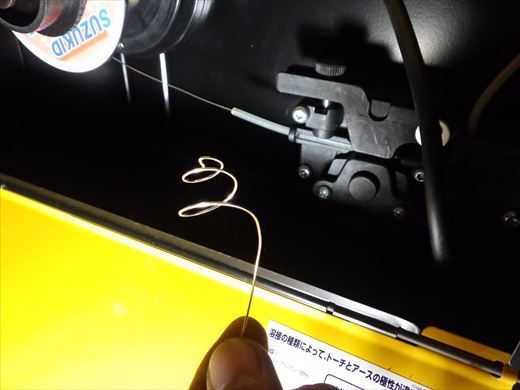
鉄なら固いから送り出せなくなるだけですが・・・
アルミだとモーターの方が勝ってしまって
こうなるようです><
詰まったらすぐにトリガー離して
詰まりを取り除くしかないか?

このトーチの先・・・
もうちょい出ててくれると
使いやすいんだけどな~><
これを書いてて・・・
下準備
機器の設定
はちょっと気を付けてみようか
と思うのであった^^
mattweb.jp
0-8000のタコメーター^^

↑商品ページへGO!!
タコメーターも種類増えました~
代引・振込・カード決済OK
少しやってみた結果
思う事がある
少しやってみた結果で語るのもなんだけどねぇ(^_^;)
語らせてください!
合ってるか合っていないかは!
あなた次第です^^

使っているのはアーキュリー120
半自動の溶接機だけど・・・
スチールの溶接ではアーキュリー80使ってて・・・
以前はアーキュリー100でしたが
最近思うのが~
やはり溶接棒使って行うタイプの方でやりたいなぁ
ってこと

*画像拝借
こういうタングステン電極でやる奴^^
溶接棒送り込んで溶接するんだけど・・・
鉄とかステンなら母体自体を溶かし込んで溶接する事も出来るでしょ?
スパッタも出ない?し・・・綺麗に行くよなぁ
*あくまでも素人意見なので間違ってても悪しからず

*画像拝借
こういう奴ですよ!
一応100VTIGの機器は持っているんだけど~
スチールの溶接はまだ半自動のアーク溶接で事足りているんだよね
今の所、チャンバー作ったりしていないしさぁ
でね
本題のアルミ溶接
難しいのだとは思う

ぶっつけ本番でいきなりやったらこうなった(^_^;)
まあ鉄でも最初はこうだったよな
慣れないとまあ
薄い鉄板では穴が開くし
塞ごうと思っても広がっていくばかりだった
でも一応、溶接は頻繁にやっているし~
多少の自信は付いている訳だ!
アルミでは勝手が違うってのも分かっている
そんでね
本番失敗し
やっぱ練習か~
とやってみた廃材の溶接では?

そこまで酷くないわけ^^
決して奇麗ではないが・・・
なんで?
と思うんだが
それには2つ思う事がある
【考察その1】
「下処理をちゃんとやらねばアルミ溶接は綺麗に行かない」
だ^^
動画やブログでお勉強してからやったんだが・・・
その下処理を舐めてたんだよね
アルミは錆びない代わりに(厳密に言えば錆びる)酸化膜がすぐに出来てしまう。
その酸化膜が錆を進行させない理由なのだが・・・
そのせいで溶接が困難だ
サンドペーパーやワイヤーブラシでゴシゴシと酸化膜を取る。
要するに不純物が邪魔をするのだから
油とかホコリとか?
パーツクリーナーとかシンナーで脱脂してから行う
それはお勉強してからやりましたが・・・
不十分だったという訳だ
上の2つの溶接結果
後者で上手く行ったのはまさにそれだ
廃材と言えども奇麗なアルミ板
一報、本番のアルミタンクは中古で使用してたものだし
平らでは無い。
多少、ペーパー掛けしたり脱脂しても凸凹にまで届いてなかったという事か?
まあそれはそれで・・・
それが分かったなら!
次は上手く行くんだろう?
と思うのだが
まさに今回、前回の試し的な物ではなく
ちゃんと溶接作業としてやってみた結果
【考察その2】
「鉄のアーク溶接とは根本が違う??」
それとも結局使い方かな(^_^;)?
鉄とアルミだから根本が違うだろ!
って言う事では無く(結果そういう事なんだけどね)

アークが四方に飛ぶんだよね(~_~;)
これは最初の頃、鉄でも経験した気がするんだが
ってか今でも鋭角の内側個所は厳しいんだけど
アルミは顕著に?
と思うんだよなぁ
離し過ぎるのか?
でも近くても問題が起きるし・・・
上の失敗と成功の画像も
平面と角面だ
溶接棒でやる場合には調整出来そうなんだが
自動送りだと勝手に右往左往するから・・・
交流の溶接だから?
ガスのせいか?
分かりませんが、アルミ溶接のアークは
溶接ヵ所が良く見えるんですよね^^
鉄だと火花凄くて溶接点はトーチを進めながら見えてくるけど~
アルミはまさに今付いた!ってのが見える
そこで見えるのは

溶けたワイヤーが滴っているんだよね><
アルミは溶けるの早いからか
ワイヤーがトーチから見える間もなく消えていくんだが
全く見えない時もあるけど
上手く行っている時はこう見えるんですよ(^_^;)
「パルス」ってのはこういう事か?
パルスだからこうなるのか?
もしかして設定が間違えているのか?
ワイヤー送り出し速度はMAXで良いとして
スパークする強弱は「強」ではだめなのかな?
なんかの記事で見たけど
メーカー取説通りではだめだ!と書いてある記事もあったし・・・
ううむ

とどのつまりこうじゃ無いと溶接出来ないのかなぁ
なんて思っている最中なんだよね(^_^;)
横面が溶接出来ない

溶けたワイヤーが流れ落ちた跡
付かずに垂れている・・・

私が思うのはこうだ
*ビードの進みが逆になってしまってますね(゚Д゚;)スミマセン
①のイメージで溶接したいんだが
鉄とかはまさにこう言う感じでスパークしていますね?
ワイヤーが触った所がスパークする
でもアルミ溶接やってみて
ポタポタ垂れてくるアルミが溶接したい部分に収まる感じ・・・
②みたいになっているんだよね
中で溶けたのを後から来たワイヤーが押し出す感じに見えるんだ
良く詰まるし・・・
そもそもそうなってしまうのはダメなのだろう
とどのつまり何が正解なのか・・・
1度や2度やってみた程度で、設定も変えてみずにやった結果で~
語ってしまうとこうなるよ!><
と、後日見て思うんだろうなぁ
鉄溶接でもそう思ったもんな^^
だからこそ!今書くのだ~
初心忘れるべからず(そういう意味じゃない)
慣れてくると何に苦労したかすら忘れてしまう訳だ
だからあえてこの段階で考察してみる訳です^^

あとは半自動の欠点?
ワイヤーが良く詰まるんですよね

トーチ先で溶けちゃって詰まった場合でも
ワイヤーの送り出しは元でやっているので~

鉄なら固いから送り出せなくなるだけですが・・・
アルミだとモーターの方が勝ってしまって
こうなるようです><
詰まったらすぐにトリガー離して
詰まりを取り除くしかないか?

このトーチの先・・・
もうちょい出ててくれると
使いやすいんだけどな~><
これを書いてて・・・
下準備
機器の設定
はちょっと気を付けてみようか
と思うのであった^^
mattweb.jp
0-8000のタコメーター^^
↑商品ページへGO!!
タコメーターも種類増えました~
代引・振込・カード決済OK
Posted on 2021/01/28 Thu. 08:48 [edit]
0127
アルミ溶接はなにかと面倒だな・・・ガソリンタンク溶接続き
アルゴンガスを出し忘れると・・・
なんか溶接跡が玉になり、音も違う
予熱を忘れてもそんな感じで?

アーキュリー80と違ってワイヤー送ってないときでもトーチが触れると
スパークするもんで毎回電源落とすんだが・・・
間違えて上のスイッチを「弱」にしてしまっていても上手く溶接できない><
色々と注意するところが多いアルミ溶接
いきなり本番で失敗してしまったけど(^_^;)
何となくわかってきた!

今やらないと忘れちゃうので~
気合が入っているうちにやってしまおう!
再度トンネル部を作成する

今回は最初からテーパー付けて切る!
何事も1回目より2回目^^
進化するのだ

ベンダーで曲げて

今回はフレームに合わせてR付けるのは諦めまして・・・
溶接する部分を極力減らしましょう

この状態で溶接してしまう

今回はフレームの出っ張りも最初から交わすように
広めに作って
変な加工無しで
行きましょう!
で

この隙間は後で考えよう^^

脱脂して
ペーパー掛けではなくワイヤーブラシでこすって

ドキドキ

おお!
何となく出来てる~

何故か後にやった反対側をミスったのですが・・・
予熱してなかった(^_^;)
失敗の要因はそれ以外にもあって
カットが雑すぎて溶接し辛かった・・・
のだが

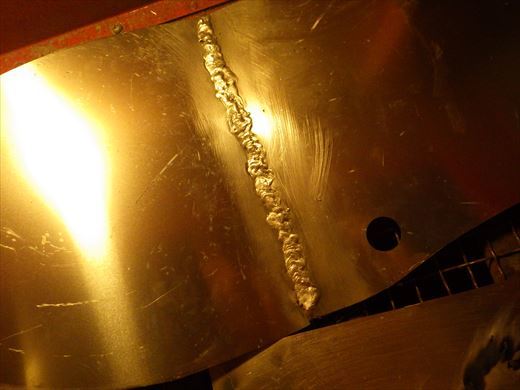
失敗して空いた穴も
なんとか埋められた
もちろんこのままではガソリン漏れるとは思うので
最後にロウ付けもする予定です。

画像になんだか流れた跡が見えますが・・・
アルミ溶接って横面とか無理なのか?
アルミワイヤーが溶けてぽたぽた落ちる感じで溶接されていく・・・
様に見えるんだが?
なので横面を溶接しようとしても上手く乗らない
はんだ付けみたいな感じ??
どうなんだろう
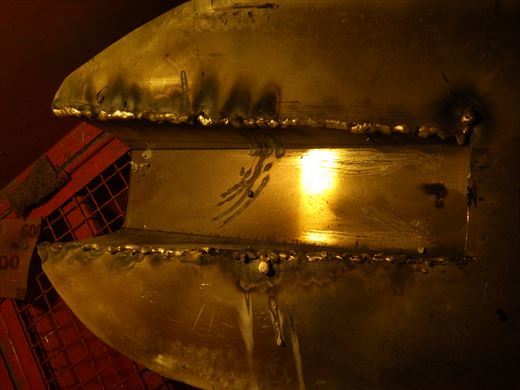
んまぁ下手くそではあるが・・・
最初のように穴だらけにはなっていない

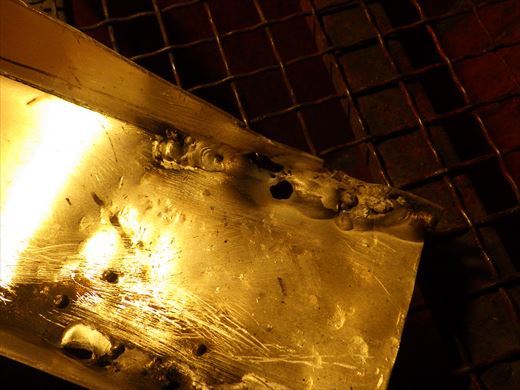
裏面が何故か綺麗に出来ています^^

てんこ盛りというか
もこもこになってしまっているので~
一度削って
付いてないところをもう一度溶接し
あとはロウ付けで1周補強
かな~
言っておきますが
ほぼ「初」ですからね!
mattweb.jp
自由に角度の変えられるm7ベルトサンダー20mm

↑商品ページへGO!!
m7のエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
なんか溶接跡が玉になり、音も違う
予熱を忘れてもそんな感じで?

アーキュリー80と違ってワイヤー送ってないときでもトーチが触れると
スパークするもんで毎回電源落とすんだが・・・
間違えて上のスイッチを「弱」にしてしまっていても上手く溶接できない><
色々と注意するところが多いアルミ溶接
いきなり本番で失敗してしまったけど(^_^;)
何となくわかってきた!

今やらないと忘れちゃうので~
気合が入っているうちにやってしまおう!
再度トンネル部を作成する

今回は最初からテーパー付けて切る!
何事も1回目より2回目^^
進化するのだ

ベンダーで曲げて

今回はフレームに合わせてR付けるのは諦めまして・・・
溶接する部分を極力減らしましょう

この状態で溶接してしまう

今回はフレームの出っ張りも最初から交わすように
広めに作って
変な加工無しで
行きましょう!
で

この隙間は後で考えよう^^

脱脂して
ペーパー掛けではなくワイヤーブラシでこすって

ドキドキ

おお!
何となく出来てる~

何故か後にやった反対側をミスったのですが・・・
予熱してなかった(^_^;)
失敗の要因はそれ以外にもあって
カットが雑すぎて溶接し辛かった・・・
のだが

失敗して空いた穴も
なんとか埋められた
もちろんこのままではガソリン漏れるとは思うので
最後にロウ付けもする予定です。

画像になんだか流れた跡が見えますが・・・
アルミ溶接って横面とか無理なのか?
アルミワイヤーが溶けてぽたぽた落ちる感じで溶接されていく・・・
様に見えるんだが?
なので横面を溶接しようとしても上手く乗らない
はんだ付けみたいな感じ??
どうなんだろう

んまぁ下手くそではあるが・・・
最初のように穴だらけにはなっていない

裏面が何故か綺麗に出来ています^^

てんこ盛りというか
もこもこになってしまっているので~
一度削って
付いてないところをもう一度溶接し
あとはロウ付けで1周補強
かな~
言っておきますが
ほぼ「初」ですからね!
mattweb.jp
自由に角度の変えられるm7ベルトサンダー20mm
↑商品ページへGO!!
m7のエアーツールはmattwebがアフターフォロー、修理等を行います。
代引・振込・カード決済OK
Posted on 2021/01/27 Wed. 08:23 [edit]
| « p r e v | h o m e | n e x t » |